Промышленный умягчитель работал штатно, держал жёсткость умягчённой воды ниже 0,1 мг-экв/л, регенерировался раз в сутки. Через несколько месяцев расход соли вырос вдвое, регенерации идут каждые 8–10 часов, на выходе уже 0,3–0,5 мг-экв/л остаточной жёсткости. На котле появляется накипь, на мембранах обратного осмоса за умягчителем — отложения карбоната кальция, в посудомоечной машине — белый налёт. Причина — падение фактической обменной ёмкости катионита. Источников у этой проблемы семь, и почти все из них устранимы без замены загрузки, если поймать на ранней стадии.
Разберём, как измеряется ёмкость, какие причины её снижают, как поставить точный диагноз и в каких случаях катионит уже мёртв и подлежит замене.
Что такое ёмкость умягчителя и как её измеряют
Ёмкость умягчителя — это количество солей жёсткости, которое слой катионита поглощает за один рабочий цикл между регенерациями. Измеряется в граммах-эквивалентах на кубический метр катионита (г-экв/м³) или в традиционных «зёрнах на кубический фут» (gr/ft³) — по американской системе. Для российской инженерной практики удобнее г-экв/м³.
Различают три величины ёмкости:
- Полная обменная ёмкость — теоретический предел поглощения катионита, паспортное значение (обычно 1800–2200 г-экв/м³ для сильнокислотных гелевых катионитов).
- Рабочая обменная ёмкость — фактическая, при штатной дозе соли и заданной длительности цикла (обычно 60–75 % от полной — то есть 1100–1500 г-экв/м³).
- Динамическая ёмкость до проскока — какой объём воды можно прогнать через колонну, пока остаточная жёсткость не превысит заданное пороговое значение (например 0,1 мг-экв/л для котельной).
На практике инженер контролирует именно динамическую ёмкость: объём воды между регенерациями × разница жёсткости (вход − выход). Если этот показатель падает в полтора-два раза при тех же условиях, значит с системой что-то не так.
Основная формула
Рабочая ёмкость в м³ воды между регенерациями:
V = (Ераб × Vкат) / Жвх
V— объём очищенной воды до регенерации, м³Ераб— рабочая обменная ёмкость, г-экв/м³ (обычно 1100–1500)Vкат— объём катионита в колонне, м³Жвх— жёсткость исходной воды, г-экв/м³ (1 мг-экв/л = 1 г-экв/м³)
Пример. Колонна с 1 м³ катионита, жёсткость на входе 5 мг-экв/л, рабочая ёмкость 1200 г-экв/м³ → между регенерациями колонна обрабатывает 1200 × 1 / 5 = 240 м³ воды. Если фактически между регенерациями проходит 120 м³, рабочая ёмкость упала вдвое, до 600 г-экв/м³. Дальше ищем причину.
Семь причин падения ёмкости
Снижение фактической ёмкости почти всегда связано с одной из семи причин. Часто их две-три одновременно. Опытный инженер по симптомам и измерениям локализует источник за час-два, потом устраняет.
Обратный осмос АКВАПЛЕКС
Полный ассортимент в каталоге.


Причина 1. Каналообразование в слое катионита
Каналообразование — это формирование вертикальных проходов через слой катионита, по которым вода проходит без полного контакта со смолой. Часть катионита остаётся в «мёртвых зонах» по бокам канала и не участвует в обмене. Внешне это выглядит как резкое падение ёмкости при сохранении остальных параметров.
Причины каналообразования:
- недостаточная или отсутствующая обратная промывка — слой не разрыхляется, осевшие частицы цементируют его в монолит;
- загрязнение слоя взвесью, окисленным железом, илом — без качественной предочистки осадок цементирует канавки;
- неравномерное распределение исходной воды по сечению колонны — изношенный или забитый верхний распределитель;
- работа с расходом ниже расчётного — поток не «обтекает» весь объём и идёт по пути наименьшего сопротивления;
- усадка слоя — катионит со временем сжимается из-за разрушения гранул, между смолой и стенкой колонны образуется зазор.
Признак каналообразования: при разборке колонны видны вертикальные углубления в слое или плотные «комки» осадка по краям. Косвенный признак — резкий рост перепада давления на колонне в первые минуты цикла.
Причина 2. Загрязнение катионита железом и марганцем
Железо и марганец — главные враги ионообменной смолы. В скважинной воде растворённое двухвалентное железо проходит через предочистку, а на катионите окисляется до трёхвалентного и осаждается в виде гидроксида Fe(OH)3. Гидроксид железа покрывает гранулы катионита плотной коркой, перекрывая активные центры. Аналогично работает марганец.
Особенность железного загрязнения — оно накапливается постепенно, ёмкость падает не сразу, а за 2–6 месяцев. На начальной стадии помогает кислотная мойка (см. раздел «Восстановление» ниже). На поздней стадии корка трёхвалентного железа держится прочно, кислота её снимает не до конца, через 2–3 цикла загрязнение возвращается.
Допустимая концентрация железа в воде перед умягчителем — не более 0,3 мг/л по СанПиН 2.1.4.1074. Если в скважине больше — обязательна предочистка с обезжелезиванием на засыпном фильтре с каталитической загрузкой (Birm, MGS, Greensand) или на аэрационной колонне с напорным фильтром.
Причина 3. Хлор и окислители разрушают полимерную матрицу
Сильнокислотные гелевые катиониты на основе полистирола со сшивкой дивинилбензолом боятся свободного хлора. Активный хлор разрушает сшивающие мостики дивинилбензола, гранулы катионита теряют прочность, набухают, ломаются, теряют активные центры.
Допустимая концентрация свободного хлора перед умягчителем — менее 0,1 мг/л. В городском водопроводе после хлорирования концентрация хлора 0,3–0,5 мг/л — для умягчителя это много. Решение — дехлорирование на угольном фильтре или дозирование бисульфита натрия (NaHSO3) перед колонной.
Кроме хлора, катионит разрушают озон, перекись водорода, гипохлорит. Если в технологической цепочке есть дозирование окислителей — после них обязательно ставится узел нейтрализации перед умягчителем.
Признак окислительной деструкции: гранулы катионита при разборке мягкие, сминаются между пальцами, при выгрузке частично превращены в крошку. Ёмкость падает медленно и необратимо — восстановить катионит после хлорной деструкции нельзя, только заменить.
Причина 4. Недозаряд солью при регенерации
Стандартная штатная доза соли — 120–160 г NaCl на 1 литр катионита (то же что 120–160 кг/м³). Сокращение дозы до 80–100 кг/м³ обычно делают ради экономии соли. Платят за это снижением рабочей ёмкости на 15–25 % и более частыми регенерациями.
| Доза соли, кг/м³ | Рабочая ёмкость, г-экв/м³ | Экономия соли, % | Падение ёмкости, % |
|---|---|---|---|
| 160 (штатно) | 1300 | 0 | 0 |
| 120 | 1150 | 25 | 11 |
| 100 | 1050 | 37 | 19 |
| 80 | 900 | 50 | 31 |
Экономия на соли оправдана только там, где нет жёстких требований к остаточной жёсткости — например, на бытовых системах с конечной задачей «не было накипи в чайнике». На котельных, на предочистке обратного осмоса, на фармацевтическом или пищевом производстве недозаряд недопустим.
Кроме абсолютной дозы, важна концентрация рассола. Штатно — 8–10 % NaCl (плотность 1,06–1,08 г/см³). При слабом рассоле (5–6 %) ёмкость регенерации падает на 10–15 %, при крепком (12 %+) растёт расход соли без прироста ёмкости.
Причина 5. Засорение нижнего распределителя и гравийной подушки
Под слоем катионита в колонне находится поддерживающая гравийная подушка (несколько фракций гравия от крупной к мелкой) и нижний распределитель — лучевой или щелевой коллектор, через который выходит очищенная вода и подаётся обратная промывка. Загрязнение подушки или распределителя влияет на работу всей колонны.
Что происходит:
- гравий покрывается илом и трёхвалентным железом, поры между гранулами уменьшаются;
- лучи распределителя забиваются взвесью, отдельные лучи перестают работать;
- щели сорбционной сетки распределителя закрываются осадком;
- растёт перепад давления на колонне, падает расход обратной промывки, слой катионита уже не разрыхляется как надо.
Признак: перепад давления на колонне в рабочем цикле выше 0,5–0,8 бар при штатном расходе. Обратная промывка не даёт ожидаемого расширения слоя. Диагностика: разбираем колонну, осматриваем подушку и распределитель.
Восстановление: при умеренном загрязнении промывают распределитель обратным потоком с лимонной кислотой. При сильном — полностью выгружают катионит, меняют гравий, чистят или меняют распределитель. На колоннах от 2 м³ это трудоёмкая операция, занимает 1–2 рабочих дня.
Причина 6. Неправильно настроенный клапан управления
Клапан управления (Clack, Runxin, Autotrol, Fleck) задаёт последовательность и длительность всех фаз цикла: сервис, обратная промывка, медленная отмывка с подачей рассола, быстрая отмывка, наполнение солевого бака. Заводские настройки клапана — это шаблон под некий типовой случай, и почти всегда их нужно корректировать под конкретный объект.
Что чаще всего настраивают неправильно:
- Длительность обратной промывки — стандартно 8–15 минут. На холодной воде требуется больше, на мутной — больше с проверкой по чистоте слива.
- Расход медленной отмывки — должен обеспечивать контакт рассола со слоем не менее 20 минут. Слишком быстрая подача — рассол не успевает отдать ионы натрия катиониту, регенерация получается неполной.
- Длительность быстрой отмывки — стандартно 10–20 минут. Если её сократить, в сервисную воду попадает остаточный рассол, после регенерации первые литры идут солёные.
- Объём цикла — расчётное количество литров воды до запуска регенерации. Если задано заниженно, регенерации идут чаще, расход соли растёт. Если завышено, появляется проскок жёсткости в конце цикла.
- Доза соли — задаётся в литрах рассола на регенерацию или в килограммах сухой соли. Заводская доза «по умолчанию» часто рассчитана на 100 кг/м³, для штатной работы её увеличивают до 160.
Перед сдачей объекта инженер пуска должен пройти по всем настройкам клапана и пересчитать их под фактический объём катионита, жёсткость исходной воды и требования по жёсткости умягчённой воды. Не верить надписям на упаковке клапана — проверять.
Причина 7. Слишком быстрая или слишком медленная подача рассола
Регенерация — это вытеснение ионов кальция и магния со слоя катионита раствором хлорида натрия. Чтобы реакция прошла полностью, рассол должен контактировать со слоем не менее 20–30 минут. Это определяется расходом подачи рассола и объёмом слоя.
Если рассол подаётся слишком быстро (например, изношенный эжектор не дросселирует поток), ионы натрия проскакивают через слой, не успев заместить кальций. Регенерация получается неполной, ёмкость падает, рассол с не отданными ионами кальция уходит в дренаж.
Если рассол подаётся слишком медленно, общее время цикла растёт, а часть рассола успевает разбавиться промывной водой в эжекторе. Концентрация рассола в слое падает, регенерация всё равно идёт, но расход соли растёт без прироста ёмкости.
Штатный диапазон расхода подачи рассола: 0,5–1,2 м³/ч на 1 м² сечения колонны, длительность 20–40 минут. Контролируют по показаниям расходомера на линии рассола или по времени опорожнения солевого бака.

Диагностика — как поставить точный диагноз
При падении ёмкости первое, что делает инженер, — собирает данные. Без замеров искать причину бесполезно: визуально каналообразование от железа не отличить, а ошибки настройки клапана от изношенного эжектора — тем более.
Шаг 1. Замеры на входе и выходе
- Жёсткость исходной воды (вход колонны) — мг-экв/л. Замер сразу после клапана подачи, до колонны.
- Жёсткость умягчённой воды (выход колонны) сразу после регенерации, через 10 минут работы.
- Жёсткость умягчённой воды в середине цикла и в конце цикла перед регенерацией.
- Расход воды (расходомер на линии сервиса).
- Перепад давления на колонне (манометры до и после).
- Температура воды.
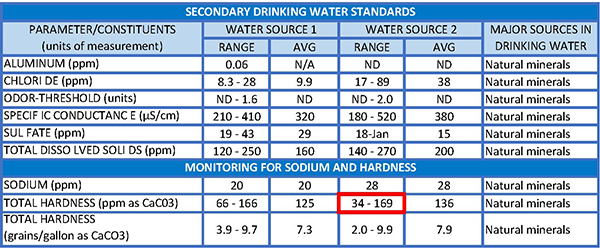
- Содержание свободного хлора, железа, марганца, мутности исходной воды.
Шаг 2. Анализ настроек клапана
Снимаем показания всех таймеров и расходомеров клапана управления: длительность фаз, объём цикла, доза соли. Сравниваем с расчётными значениями для данной колонны.
Шаг 3. Проверка солевого бака и подачи рассола
- Уровень соли в баке — должен быть выше уровня рассола минимум на 30 см.
- Плотность рассола в баке — 1,06–1,08 г/см³ (8–10 % NaCl). Замеряем ареометром.
- Объём рассола, забираемого на регенерацию, — замеряем по падению уровня в баке.
- Время подачи рассола — засекаем секундомером.
- Эжектор и обратный клапан на линии рассола — разбираем и осматриваем.
Шаг 4. Визуальный осмотр катионита
Если предыдущие шаги не выявили однозначной причины, разбираем колонну, отбираем пробы катионита с трёх уровней (верх, середина, низ слоя). Что смотреть:
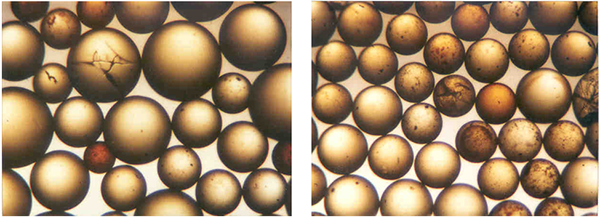
- Цвет: штатный сильнокислотный катионит — янтарно-коричневый. Тёмно-бурые или чёрные пятна — железо. Серый налёт — взвесь и ил. Светло-жёлтый или белёсый — окислительная деструкция.
- Прочность гранул: штатные гранулы упругие, не сминаются между пальцами. Мягкие, рассыпающиеся в крошку — окислительная деструкция, замена.
- Фракционный состав: штатно — однородные сферы 0,4–1,2 мм. Если много пыли и осколков — катионит разрушен механически или окислительно.
- Запах: штатно — слабый сладковатый. Резкий гнилостный запах — биообрастание.

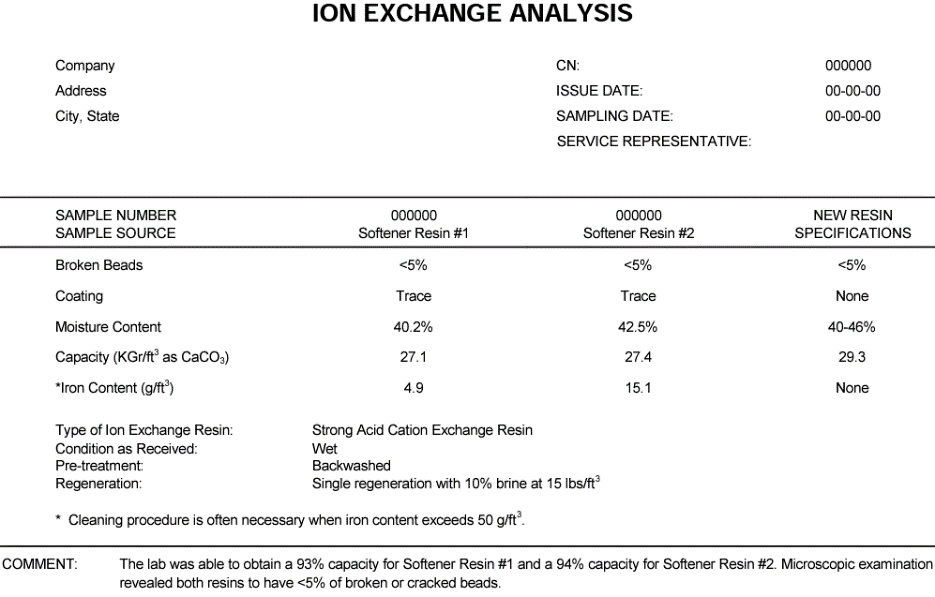
Шаг 5. Элюатный тест на обменную ёмкость
Точная диагностика остаточной ёмкости — лабораторный элюатный тест. Берут пробу катионита (50–100 мл), переводят в водородную форму раствором соляной кислоты, потом титруют раствором NaOH. По количеству израсходованной щёлочи рассчитывают фактическую обменную ёмкость в г-экв/м³.
Сравнение с паспортной ёмкостью даёт точный ответ:
- Фактическая ёмкость 80–100 % от паспортной — катионит штатный, причина проблемы вне смолы (настройки, рассол, распределители).
- 60–80 % — катионит частично потерян, обычно из-за загрязнения. Восстановление возможно.
- Менее 60 % — катионит выработан или необратимо разрушен. Замена.
Восстановление катионита
Если диагностика показала, что катионит ещё можно спасти, применяют три основные процедуры: дезинфекцию, регенерацию удвоенной дозой соли, кислотную мойку от железа.
Дезинфекция от биообрастания
При биообрастании в слой подают раствор гипохлорита натрия (NaClO) концентрацией 50–100 мг/л активного хлора с выдержкой 30–60 минут. После — полная промывка катионита от хлора (минимум 5 объёмов слоя) и две полных регенерации соляным раствором.
Важно: хлор разрушает катионит. Дезинфекцию гипохлоритом проводят не чаще раза в год и только когда явно есть биообрастание. После дезинфекции суммарная потеря рабочей ёмкости — 5–10 %.
Регенерация удвоенной дозой соли
Если падение ёмкости связано с неполной регенерацией (накопленные «недорегенерированные» ионы кальция остаются в слое), помогает разовая регенерация двойной дозой — 300–320 кг соли на 1 м³ катионита, длительность подачи рассола 60–80 минут. Это вытесняет осевшие ионы кальция и магния, после чего колонна выходит на штатную работу.
Кислотная мойка от железа
Стандартный реагент — 5–10 % раствор лимонной кислоты или 1–3 % раствор соляной кислоты. Можно щавелевую — 3–5 %.
Процедура:
- Колонну выводят из работы, рассол сливают из солевого бака.
- Подают 1–2 объёма слоя кислотного раствора через медленную циркуляцию (расход — 1/2 от рассольного).
- Раствор циркулирует через слой 4–8 часов.
- Полностью промывают слой водой до нейтрального pH на выходе (5–10 объёмов слоя).
- Делают две полные регенерации NaCl для перевода катионита из H-формы в Na-форму.
После одной-двух процедур ёмкость возвращается на 80–90 % паспортной. Если железо уже плотно «закоксовало» слой, кислотная мойка вернёт только часть, через 2–3 цикла загрязнение повторится. В этом случае меняют катионит и обязательно ставят обезжелезивание перед умягчителем.
Когда катионит уже мёртв и нужна замена
Не все случаи лечатся восстановлением. Признаки полной выработки катионита:
- Окислительная деструкция от хлора. Гранулы потеряли прочность, превратились в крошку. Восстановлению не подлежит.
- Механическое разрушение от частых усадок и расширений. Фракционный состав сместился к мелкой пыли, через колонну идут проскоки взвеси катионита.
- Лабораторный элюатный тест показывает ёмкость менее 60 % паспортной после двух циклов восстановления.
- Расход соли превышает штатный в 2 раза, при этом жёсткость умягчённой воды держится выше 0,1 мг-экв/л — экономика дальнейшей эксплуатации хуже, чем замена.
- Возраст катионита больше 8–10 лет, даже при штатных условиях работы.
Стоимость замены катионита в промышленной колонне складывается из самой смолы (40–80 тыс. руб/м³ за сильнокислотный гелевый российского или китайского производства, 100–180 тыс. руб/м³ за Purolite, Lanxess, Dowex), работы по выгрузке-загрузке и проверки распределителей. Для колонны 1 м³ — суммарно 60–120 тыс. руб. Для колонны 5 м³ — 250–500 тыс. руб.
Если суммарное солесодержание исходной воды выше 1500–2000 мг/л, замена умягчителя на обратный осмос экономически часто оправдана: один RO одновременно убирает и жёсткость, и солесодержание, без расхода соли и без сточного рассола. Для котельных малой мощности и точек с высоким TDS это оптимальное решение.
Обратный осмос АКВАПЛЕКС
Полный ассортимент в каталоге.
Профилактика — как продлить срок службы катионита
Чтобы катионит держал паспортную ёмкость 8–10 лет без падения:
- Обезжелезивание перед умягчителем. Если в исходной воде железа больше 0,3 мг/л, обязательно ставят аэрационную колонну с напорным фильтром или каталитический фильтр.
- Дехлорирование. На городском водопроводе перед умягчителем ставят угольный фильтр или дозирование бисульфита натрия.
- Механическая предочистка. Картриджный или дисковый фильтр 50–100 мкм для отсечки взвеси.
- Штатная доза соли — 120–160 кг/м³, не экономить. Плотность рассола проверяют ареометром раз в неделю.
- Обратная промывка каждый цикл, расширение слоя 50–80 %.
- Журнал эксплуатации. Раз в неделю — замеры жёсткости умягчённой воды, перепада давления, фактического расхода соли. Раз в квартал — лабораторный анализ исходной и очищенной воды.
- Раз в 1–2 года частично разбирают верхнюю часть колонны для осмотра катионита.
При штатной предочистке и грамотной настройке клапана сильнокислотный катионит без потери ёмкости работает 8–10 лет. На скважинной воде с железом без обезжелезивания — 2–3 года. На хлорированной городской воде без угольного фильтра — 4–5 лет с постепенным падением ёмкости.
